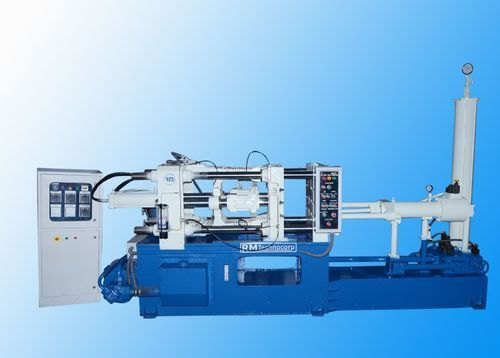
We are involved in presenting a quality approved assortment of RM400 Pressure Die Casting Machine to our clients. Offered range of products is widely demanded amongst the clients for its creative patterns and different designs. Offered range of products is made in accordance with the industry laid standards. Moreover, our clients can avail these products at the economical price from us.
Full Description| Material To Be Casted | Aluminium,Zinc,etc |
| Die Locking Force | 400 Ton |
| Machine Weight | 17.0 Ton |
| Country of Origin | Made in India |
| | |
| | |
| Injection Force with Intensifier | 45 Ton |
| Hydraulic Injection Force | 22 Ton |
| Die Mounting Plates | 950x980 mm |
| Space between Tie Bars | 600x600 mm |
| Max Die Height | 750 mm |
| Min Die Height | 250 mm |
| Tie Bar Diameter | 125 mm |
| Die Opening Stroke | 600 mm |
| Injection Stroke | 400 mm |
| Ejection Stroke | 145 mm |
| Distance b/w Center & Bottom Injection | 220 mm |
| Electric Motor Capacity | 22.4 kW |
| Working Motor | 150/35 kg/cm2 |
| Hydraulic Pump | 45/140 LPM (Vane Type) |
| Capacity of Oil Tank | 700 L |
| Shot Capacity | 6800 gm |
Process:- Clamping: The first step is the preparation and clamping of the two halves of the die. Each die half is first cleaned from the previous Injection and then lubricated to facilitate the ejection of the next part. Also, lubrication may not be required after each cycle, but after 2 or 3 cycles, depending upon the material. After lubrication, the two die halves, which are attached Inside the die casting machine, are closed and securely clamped together.
- Injection: The molten metal, which is maintained at a set temperature in the furnace, is next transferred into a chamber where it can be injected into the die. The method of transferring the molten metal is dependent upon the type of die casting machine, whether a hot chamber or cold chamber machine is being used. The amount of metal that is injected into the die is referred to as the shot. The injection time is the time required for the molten metal to fill all of the channels and cavities in the die.
- Cooling: The molten metal that is injected into the the will begin to cool and solidify once it enters the die cavity. When the entire cavity is filled and the molten metal solidifies, the final shape of the casting is formed. The the can not he opened until the cooling time has elapsed and the c.ting is solidified. The cooling time can be estimated from several thermodynamic properties of the metal, the maximum wall thickness of the casting, and the complexity of the die. A greater wall thickness will require a longer coding time. The geometric complexity of the die also requires a longer coding time because the additional resistance to the flow of heat.
- Ejection: After the predetermined cooling time has passed, the die halves can be opened and an ejection mechanism can push the casting out of the die cavity. The ejection mechanism must apply some force to eject the part because during cooling the part shrinks and adheres to the die. Once the casting is ejected, the die can be damped shut for the next injection.
Standard Features:- Monoblock for controlling injection system with slow initial phase, fast injection phase and final squeezing phase
- Double Pump Directly Coupled to 3-Phase Electric Motor
- Built in Heat Exchanger for Colling Hydraulic Oil
- Centralised Lubrication to avoid wear and tear
- Flying Piston type Accumulator (Charge only Nitrogen)
- Shock Absorbing Base Frame Design
- Hand & Semi-automatic Cycle Operation
Optional Features:- Programmable Logic ControlPanel (PLC)
- Safety Shutter
- Automation Auxiliaries
- Auto Ladler
- Auto Sprayer
- Auto Extractor
Constructional Features- Base Frame, Platens & Toggle Links
- Hydraulic Cylinders
- Hydraulic Mono Block System
- Tie Bars, Guide Bars & Piston Rods
- Accumulator
Casting Defects- Flash: Injection pressure too high clamp force too low
- Unfilled Sections: Insufficient shot volume, Slow Injection, Low pouring temparature
- Bubbles: Injection temparature too high Non-uniform colling rate
- Hot tearing: Non-uniform cooling rate
- Ejector marks: Cooling time too short, Ejection force too high